Обезвреживание технологических конденсатов на установке КТ-1 Павлодарского НПЗ
ОБЕЗВРЕЖИВАНИЕ ТЕХНОЛОГИЧЕСКИХ КОНДЕНСАТОВ НА УСТАНОВКЕ КТ-1 ПАВЛОДАРСКОГО НПЗ
Смотрите также [PDF формат на английском языке]
На действующих комбинированных установках глубокой переработки нефти типа КТ-1 образуется 50-60 м3/ч водных технологических конденсатов (ТК). Основным загрязнителем этих конденсатов является сульфид аммония, содержание которого достигает 4000 мг/л (в пересчете на серу). В составе установки КТ-1 Павлодарского НПЗ проектом предусмотрен узел очистки ТК методом отдува сероводорода и аммиака углеводородным газом при температуре 98°С и объемном отношении ТК к газу 1:100.
Двухлетняя эксплуатация этого узла показала, что требуемая глубина обезвреживания не достигается. Концентрация остаточной сульфидной серы в ТК составляет 500-3000 мг/л, что в 10-60 раз превышает ее ПДК для биологических очистных сооружений (БОС). В этой связи возникла необходимость замены малоэффективного метода очистки ТК, предусмотренного проектом, апробированным в промышленности процессом локальной окислительно-каталитической очистки стоков (ЛОКОС) [1]. Сущность процесса ЛОКОС состоит в жидкофазном окислении содержащихся в стоках токсичных сульфидов до тиосульфата и сульфата кислородом воздуха в присутствии гетерогенного катализатора КС-1 [2].
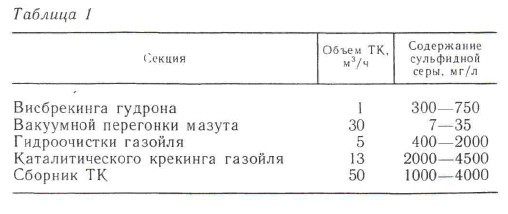
В результате обследования установки КТ-1 Павлодарского НПЗ определены объемы ТК, образуемых в различных секциях, и содержание в них сульфидной серы (табл.1). Полученные данные показывают, что ТК секции вакуумной перегонки мазута нецелесообразно подвергать очистке, так как содержание сульфидной серы в нем не превышает ПДК для БОС. Учитывая положительный опыт использования водных ТК на установках ЭЛОУ – АВТ [3], ТК этой секции можно рекомендовать для использования в качестве промывочной воды при обессоливании нефти. Таким образом, производительность узла обезвреживания ТК по способу ЛОКОС составит 20-25 м3/ч. При таком расходе ТК окислительная колонна проектного узла очистки обеспечит необходимое время пребывания конденсата в реакционной зоне (более часа).
Трехлетний опыт применения процесса ЛОКОС на Московском НПЗ для очистки смеси ТК с установки Г-43-107 и сернисто-щелочных стоков, образуемых при защелачивании бензинов на установке АВТ, показывает, что для обезвреживания ТК с исходным содержанием сульфидной серы 3000-4000 мг/л достаточно 1 ч [1]. По рекомендациям ВНИИУС на установке КТ-1 Павлодарского НПЗ была проведена реконструкция проектного узла очистки ТК. Подведен трубопровод воздуха снизу окислительной колонны и смонтирован трубопровод для подачи отработанного воздуха через огнепреградитель в топку печи. В нижней части колонны смонтирован эффективный распределитель воздуха. Из колонны удалена насадка – кольца Рашига. Вместо нее загружен тремя слоями (высотой по 2,6 м каждый) катализатор КС-1 (2,5 т) в виде колец Палля диаметром 50 мм.
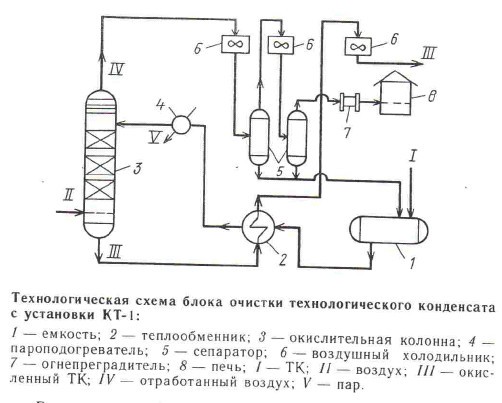
Конденсат с установки КТ-1 поступает самотеком в буферную емкость (см. рисунок), где отстаивается от углеводородов и насосом подается через теплообменник и пароподогреватель (до 75-80°С) наверх окислительной колонны. Обезвреженный ТК снизу колонны откачивается насосом через теплообменник и воздушный холодильник на БОС. Вниз окислительной колонны через распределительное устройство подается технологический воздух под давлением 0,2 МПа. Отработанный воздух сверху колонны направляется через воздушный холодильник, сепаратор и огнепреградитель вниз топки печи на прокаливание для дезодорации.
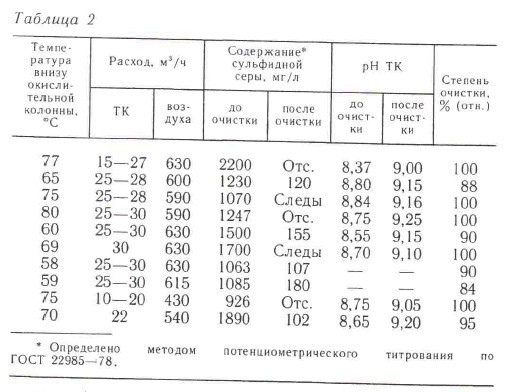
Результаты работы узла обезвреживания ТК по методу ЛОКОС приведены в табл.2. В период обследования расход ТК на очистку составлял в среднем 25 м3/ч, содержание сульфидной серы – 930-2200 мг/л. Снижение температура в окислительной колонне до 70°С и ниже приводит к повышению остаточного содержания сульфидной серы в очищенном ТК до 100-180 мг/л. Таким образом, оптимальная температура в окислительной колонне составляет 75°С, расход воздуха – 550-600 м3/ч; рН обезвреженного ТК возрастает на 0,5, что свидетельствует об образовании гидроксида аммония. Основным продуктом окисления сульфида аммония является тиосульфат аммония. Содержание сероводорода в отходящем воздухе составляет ? 5 г/м3.
Опыт работы узла обезвреживания ТК по способу ЛОКОС показал, что воздушный холодильник обеспечивает достаточную степень охлаждения ТК и воздуха без вентилятора. Внедренный на Павлодарском НПЗ процесс ЛОКОС по сравнению с проектным решением обезвреживания сульфидсодержащего ТК характеризуется меньшим расходом пара и электроэнергии, так как протекает при более низкой температуре (75°С вместо 98°С по проекту), и не требует последующей МЭА-очистки углеводородсодержащего газа.
На основе результатов промышленных испытаний рекомендовано все ранее спроектированные и вновь проектируемые установки глубокой переработки нефти типа Г-43-107 и КТ-1 оборудовать блоками локально-каталитического окисления сульфидсодержащих ТК. Кроме того, строящиеся и проектируемые установки типов Г-43-107 и КТ-1 в отличие от действующих на Московском и Павлодарском НПЗ содержат узлы горячей сепарации гидрогенизата. На установке КТ-1 Мажейкского НПЗ, аналогичной проектируемым, наличие такого узла приводит к 1,5-2-кратному повышению содержания сульфидной серы в ТК. Последнее необходимо учесть при подборе технологического оборудования и схемы очистки ТК в проектах новых установок.
СПИСОК ЛИТЕРАТУРЫ
1. Ахмадуллина А.Г., Кижаев Б.В., Абрамова Н.М. и др. – Химия и технология топлив и масел, 1988, №3, с. 42-44.
2. А.с. 1041142 (СССР).
3. Справочник нефтепереработчика / Под ред. Г.А. Ластовкина и др. Л., Химия, 1986.-646с.